




Стыковые односторонние сварные соединения по ГОСТ 5264 деталей толщиной от 1 до 4 мм
Сварные соединения относятся к неразъемным соединениям стальных металлоконструкций и металлических изделий.
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями называется стыковым соединением; сварной шов стыкового соединения - стыковым сварным швом.
При ручной дуговой сварке стальных деталей толщиной от 1 до 4 мм встык накладываются односторонные сварные швы. При этом возможна различная подготовка кромок стыкуемых деталей (см. табл. 1 ГОСТ 5264):
- с отбортовкой кромок обеих деталей (сварные соединения типа С1 или С28),
- с отбортовкой одной кромки (сварные соединения типа С3),
- без скоса кромок (сварные соединения типа С2),
- без скоса кромок на съемной подкладке(сварные соединения типа С4),
- без скоса кромок на остающейся подкладке(сварные соединения типа С5),
- без скоса кромок с замковым швом(сварные соединения типа С6).
Конструктивные элементы подготавливаемых кромок свариваемых деталей и сварного шва, а также их размеры должны соответствовать указанным в табл. 1 - 7 (табл. 2 - 8 ГОСТ 5264).
Одностороннее стыковое сварное соединение с отбортовкой кромок обеих деталей
Размеры конструктивных элементов для односторонних сварных стыковых соединений с отбортовкой кромок обеих деталей типа С1, выполняемых ручной дуговой сваркой по ГОСТ 5264, должны соответствовать указанным в табл. 1 (табл. 2 ГОСТ 5264), а типа С28 - в табл. 2 (табл. 3 ГОСТ 5264).
| Конструктивные элементы | s | b | R | l | е, не более | ||
|---|---|---|---|---|---|---|---|
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
 |
 |
От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 |
| Св. 2 до 4 | +1,0 | ||||||
* размер для справок
| Конструктивные элементы | s | R | е, не более | g | ||
|---|---|---|---|---|---|---|
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин | Пред. откл. | |||
 |
 |
От 1 до 2 | От s до 2s | 3s + 2 | 0 | +1 |
| Св. 2 до 4 | 2s + 3 | |||||
Одностороннее стыковое сварное соединение с отбортовкой кромок одной детали
Размеры конструктивных элементов для односторонних сварных стыковых соединений с отбортовкой кромок одной детали типа С3, выполняемых ручной дуговой сваркой по ГОСТ 5264, должны соответствовать указанным в табл. 3 (табл. 4 ГОСТ 5264).
| Конструктивные элементы | s | b | R | i | е, не более | ||
|---|---|---|---|---|---|---|---|
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
 |
 |
От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 |
| Св. 2 до 4 | +1,0 | ||||||
* размер для справок
Одностороннее стыковое сварное соединение без скоса кромок
Размеры конструктивных элементов для односторонних сварных стыковых соединений без скоса кромок типа С2, выполняемых ручной дуговой сваркой по ГОСТ 5264, должны соответствовать указанным в табл. 4 (табл. 5 ГОСТ 5264).
| Конструктивные элементы | s = s1 | b | е, не более | g | |||
|---|---|---|---|---|---|---|---|
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
 |
 |
От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | ||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | |||
Одностороннее стыковое сварное соединение на съемной подкладке без скоса кромок
Размеры конструктивных элементов для односторонних сварных стыковых соединений на съемной подкладке без скоса кромок типа С4, выполняемых ручной дуговой сваркой по ГОСТ 5264, должны соответствовать указанным в табл. 5 (табл. 6 ГОСТ 5264).
| Конструктивные элементы | s = s1 | b | е, не более | е1, не более | g | |||
|---|---|---|---|---|---|---|---|---|
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред откл. | Номин. | Пред откл. | |||
 |
 |
От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | ||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
Одностороннее стыковое сварное соединение на остающейся подкладке без скоса кромок
Размеры конструктивных элементов для односторонних сварных стыковых соединений на остающейся подкладке без скоса кромок типа С5, выполняемых ручной дуговой сваркой по ГОСТ 5264, должны соответствовать указанным в табл. 6 (табл. 7 ГОСТ 5264).
| Конструктивные элементы | s = s1 | b | е, не более | g | |||
|---|---|---|---|---|---|---|---|
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
 |
 |
От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | ||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | |||
Одностороннее стыковое замковое сварное соединение без скоса кромок
Размеры конструктивных элементов для односторонних сварных замковых стыковых соединений без скоса кромок типа С6, выполняемых ручной дуговой сваркой по ГОСТ 5264, должны соответствовать указанным в табл. 7 (табл. 8 ГОСТ 5264).
| Конструктивные элементы | s = s1 | b | е, не более | g | |||
|---|---|---|---|---|---|---|---|
| подготавливаемых кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
 |
 |
От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | ||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | |||
Сварка стыковых соединений деталей толщиной от 1 до 4 мм при разнице толщин деталей, не превышающей 1 мм (см. табл. 55 ГОСТ 5264), должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
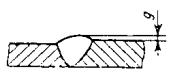
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разности в толщине свариваемых деталей свыше 1 мм, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s.
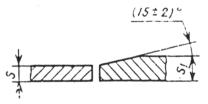
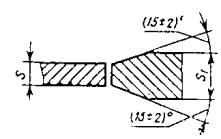
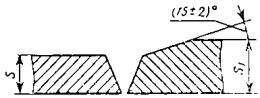
Конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине (см. п. 4 ГОСТ 5264).
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более 0,5 мм (см. п. 5 ГОСТ 5264).
При сварке в положениях, отличных от нижнего, допускается увеличение размера g не более, чем на 1,0 мм (см. п. 7 ГОСТ 5264).
Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм (см. п. 14 ГОСТ 5264).
Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения (см. п. 15 ГОСТ 5264).
При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва е (см. п. 16 ГОСТ 5264).
Мы изготавливаем следующие типовые металлоизделия:
Лестницы маршевые, площадки, лестницы стремянки и их ограждения по серии 1.450.3-7.94.2:
- Стальные лестничные марши типа ЛГФ со сплошными рифлеными ступенями
- Стальные площадки типа ПГФ со сплошным рифленым настилом
- Стальные лестничные марши типа ЛГВ с решетчатыми ступенями из просечки
- Стальные площадки типа ПГВ с решетчатым настилом из просечки
- Стальные лестничные ограждения типа ОЛГ
- Стальные ограждения площадок типа ОПБГ и ОПТГ
- Стальные стремянки типа СГ вертикальных лестниц
- Стальные ограждения типа ОСГ вертикальных лестниц
Лестницы маршевые, площадки, лестницы стремянки и их ограждения по серии 1.450.3-3.2:
- Стальные лестничные марши типа МЛГФ со сплошными рифлеными ступенями
- Стальные площадки типа ПМГФ со сплошным рифленым настилом
- Стальные лестничные марши типа МЛГВ с решетчатыми ступенями из просечки
- Стальные площадки типа ПМГВ с решетчатым настилом из просечки
- Стальные лестничные ограждения типа ОГл(п)МЛГЭб
- Стальные ограждения площадок типа ОГПМГЭб
- Стальные стремянки типа СГ вертикальных лестниц
- Стальные ограждения типа ОГС вертикальных лестниц
Стальные лестницы-стремянки для колодцев по: